SvetsningInnehållsförteckningFör att återgå, måste du jämföra versionen du önskar återgå till med den nuvarande versionen genom att välja båda från versionsarkivet. Kombinerad revisionsjämförelseAndra ändringar:
Version från 20:27, 12 Mar 2015Svetsning är konsten att sammanfoga stål med hjälp av värme. Det finns många olika svetsmetoder, men de allra vanligaste är MIG/MAG, TIG och MMA-svetsning. Utöver detta finns allt ifrån Laser- och Orbitalsvetsning till Robot- och Termitsvetsning. Även de vanliga metoderna kommer i många olika former och utförandanden, men detta är en ganska generell beskrivning av vad svetsning går ut på och hur det utförs.
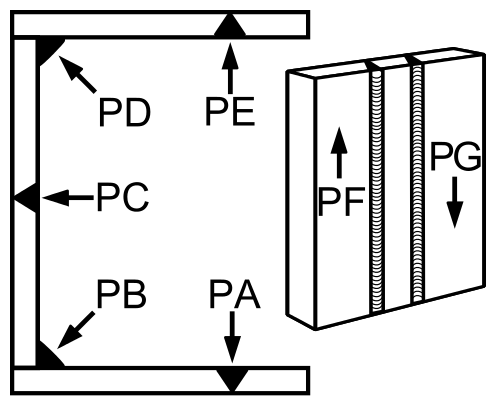
SvetslägenAlla svetslägen har ett egen P-namn och de beskrivs som följer: PG = Svetsning i fallande vertikalläge
MIG/MAG-svetsningDen vanligaste svetsmetoden när det kommer till hemmareparationen, kanske framförallt i bilar och bilplåt. MIG (Metal Inert Gas) använder, som namnet beskriver, inert gas t.ex. Argon och används bland annat vid svetsning i rostfria material. MAG (Metal Active Gas) å andra sidan använder en såkallat aktiv gas. Denna gasen brukar bestå av en Argonmix, kolsyra eller helium. Det finns en uppsjö av olika gaser för olika ändamål, men som exempel kan nämnas Air Liquide's två sorter Arcal Force (Aktiv argonmix för MAG-svetsning) och Arcal Chrome (Inert argonmix med högt argonvärde för MIG-svetsning). Air Liquide's rena argon kalla Arcal Prime.
En MIG/MAG-svets består i princip av en strömkälla och ett matarverk. Dessa två kan vara ihopbyggda i en enhet eller vara separerade från varandra. Till större maskiner eller vid tillfällen de sträckkörs finns även vattenkylda slangpaket att tillgå. För att reglera strömstyrka finns på äldre svetsverk ofta en ratt för matning (antal meter tråd per minut) och en eller flera rattar för "strömstyrka". På modernare maskiner finns en såkallad Synergi-funktion. Tanken med denna funktionen är att du ställer in vilken sorts material och tjocklek du ska svetsa i så räknar svetsen själv fram den bästa inställningen. Detta är en bra metod att hitta en grundinställning, men eftersom alla svetsar olika så får man räkna med att frångå grundinställningarna.
MIG/MAG svetsas i alla lägen, dock är det inte så vanligt att man väljer att svetsa i stigande vertikalläge utan att använda så kallad Rörtråd (flussfylld tråd med högt utbyte, ej att förväxla med biltemas "gasfria" tråd.)
TIG-svetsning (WIG)Tungsten Inert Gas, eller Wolfram Inert Gas som det kallas i vissa länder, är en metod med en väldigt koncentrerad ljusbåge. Denna metod skiljer sig markant från trådmatarna och påminner mer om traditionell gassvetsning. Ur Air Liquide's sortiment används i regel Arcal Prime, som är ett marknadsnamn för ren Argon.
En TIG-svets är nuförtiden en ganska liten maskin med stor effekt. I änden på slangpaketet finns ett handtag som håller en volframelektrod. Elektroderna finns i olika kvaliteter och utföranden, men de flesta är ense om att en volfram med thorium-legering (Röd märkning) är den bästa elektroden till rostfria och svarta material. Volframelektroden skall rundslipas, i längdriktningen, vass i lämplig vinkel. Vilken vinkel som är lämplig avgör den som svetsar och i viss mån det som ska svetsas. Det finns rekommendationer och tabeller angående elektrodvinkel, men erfarenhet och smak avgör i högre grad. Elektroder som skall svetsa aluminium (Grön märkning, ren volfram) skall inte slipas alls. Tänk på att om du vill kunna svetsa aluminium med din TIG-svets måste denna ha en växelströmsfunktion.
Ljusbågen tänds genom att hålla elektroden 5-10mm ovanför godset och trycka på knappen på handtaget. Maskinen skickar då ut en högfrekvent tändström som tack vare gasen kan tändas och bilda en ljusbåge. Om maskinen inte har högfrekvenständning så tillämpas skraptändning, en metod som tyvärr har en egenhet att förstöra elektroden efter som den skrapas mot godset vid tändning. När en smälta av lämplig storlek har bildats i godset så använder man sin vänsterhand (eller högerhand för vänsterhänta) för att tillföra tillsatsmaterial i fogen och således kunna "bygga" svets. Tillsatsmaterialet skall vara så likt grundmaterialet som möjligt i sin uppsättning.
TIG svetsas i alla lägen.
MMB-svetsning (MMA/Pinnsvetsning)Manuell Metallbågssvetsning, Manual Metal Arc eller Pinnsvetsning kort och gott. Detta är förmodligen den metod som är mest drifsäker, då den till skillnad från både MIG/MAG och TIG inte är känslig för vare sig väder eller vind. Inte heller lättare rostbildningar är några problem. En pinnsvets använder inte heller någon gas, vilket gör dagens små maskiner väldigt händiga och lätta att ha med sig ut.
Eftersom gas inte används så måste luften utifrån elimineras på annat sätt, därför är pinnsvetsens elektroder belagda med ett flussmedel. När pinnen "brinner" så bildar flussmedlet en tillfällig gas som skyddar smältan från den omgivande luften. När svetsfogen har svalnat kvarstår ett hårt skal av slagg som måste avlägsnas ("slaggas"). Vissa elektroder lämnar dock såpass hårt slagg att det inte går att avlägsna direkt utan faller istället av utav sig självt när fogen har svalnat
Pinnsvetsen svetsas, som namnet antyder, med belagda elektroder eller "pinnar". En pinne placeras i elektrodhållaren och på ett reglage på maskinen ställer du in Ampere. Pinnsvetsen må låta som en enkel maskin, men den kräver mycket och regelbunden träning, särskilt med tanke på att det finns en uppsjö av elektroder och alla beter sig olika. Den mest använda allroundelektroden är ESAB's OK.40.00 till svarta material.
Pinne kan teoretiskt sett svetsas i alla lägen, men olika elektroder är mindre lämpade för vissa lägen. Läs alltid på förpackningen vad som rekommenderas. Där finner du även information om min- och max-ampere. Version från och med 20:29, 12 Mar 2015Svetsning är konsten att sammanfoga stål med hjälp av värme. Det finns många olika svetsmetoder, men de allra vanligaste är MIG/MAG, TIG och MMA-svetsning. Utöver detta finns allt ifrån Laser- och Orbitalsvetsning till Robot- och Termitsvetsning. Även de vanliga metoderna kommer i många olika former och utförandanden, men detta är en ganska generell beskrivning av vad svetsning går ut på och hur det utförs.
SvetslägenAlla svetslägen har ett egen P-namn och de beskrivs som följer: PG = Svetsning i fallande vertikalläge
MIG/MAG-svetsningDen vanligaste svetsmetoden när det kommer till hemmareparationen, kanske framförallt i bilar och bilplåt. MIG (Metal Inert Gas) använder, som namnet beskriver, inert gas t.ex. Argon och används bland annat vid svetsning i rostfria material. MAG (Metal Active Gas) å andra sidan använder en såkallat aktiv gas. Denna gasen brukar bestå av en Argonmix, kolsyra eller helium. Det finns en uppsjö av olika gaser för olika ändamål, men som exempel kan nämnas Air Liquide's två sorter Arcal Force (Aktiv argonmix för MAG-svetsning) och Arcal Chrome (Inert argonmix med högt argonvärde för MIG-svetsning). Air Liquide's rena argon kalla Arcal Prime.
En MIG/MAG-svets består i princip av en strömkälla och ett matarverk. Dessa två kan vara ihopbyggda i en enhet eller vara separerade från varandra. Till större maskiner eller vid tillfällen de sträckkörs finns även vattenkylda slangpaket att tillgå. För att reglera strömstyrka finns på äldre svetsverk ofta en ratt för matning (antal meter tråd per minut) och en eller flera rattar för "strömstyrka". På modernare maskiner finns en såkallad Synergi-funktion. Tanken med denna funktionen är att du ställer in vilken sorts material och tjocklek du ska svetsa i så räknar svetsen själv fram den bästa inställningen. Detta är en bra metod att hitta en grundinställning, men eftersom alla svetsar olika så får man räkna med att frångå grundinställningarna.
MIG/MAG svetsas i alla lägen, dock är det inte så vanligt att man väljer att svetsa i stigande vertikalläge utan att använda så kallad Rörtråd (flussfylld tråd med högt utbyte, ej att förväxla med biltemas "gasfria" tråd.)
TIG-svetsning (WIG)Tungsten Inert Gas, eller Wolfram Inert Gas som det kallas i vissa länder, är en metod med en väldigt koncentrerad ljusbåge. Denna metod skiljer sig markant från trådmatarna och påminner mer om traditionell gassvetsning. Ur Air Liquide's sortiment används i regel Arcal Prime, som är ett marknadsnamn för ren Argon.
En TIG-svets är nuförtiden en ganska liten maskin med stor effekt. I änden på slangpaketet finns ett handtag som håller en volframelektrod. Elektroderna finns i olika kvaliteter och utföranden, men de flesta är ense om att en volfram med thorium-legering (Röd märkning) är den bästa elektroden till rostfria och svarta material. Volframelektroden skall rundslipas, i längdriktningen, vass i lämplig vinkel. Vilken vinkel som är lämplig avgör den som svetsar och i viss mån det som ska svetsas. Det finns rekommendationer och tabeller angående elektrodvinkel, men erfarenhet och smak avgör i högre grad. Elektroder som skall svetsa aluminium (Grön märkning, ren volfram) skall inte slipas alls. Tänk på att om du vill kunna svetsa aluminium med din TIG-svets måste denna ha en växelströmsfunktion.
Ljusbågen tänds genom att hålla elektroden 5-10mm ovanför godset och trycka på knappen på handtaget. Maskinen skickar då ut en högfrekvent tändström som tack vare gasen kan tändas och bilda en ljusbåge. Om maskinen inte har högfrekvenständning så tillämpas skraptändning, en metod som tyvärr har en egenhet att förstöra elektroden efter som den skrapas mot godset vid tändning. När en smälta av lämplig storlek har bildats i godset så använder man sin vänsterhand (eller högerhand för vänsterhänta) för att tillföra tillsatsmaterial i fogen och således kunna "bygga" svets. Tillsatsmaterialet skall vara så likt grundmaterialet som möjligt i sin uppsättning.
TIG svetsas i alla lägen.
MMB-svetsning (MMA/Pinnsvetsning)Manuell Metallbågssvetsning, Manual Metal Arc eller Pinnsvetsning kort och gott. Detta är förmodligen den metod som är mest drifsäker, då den till skillnad från både MIG/MAG och TIG inte är känslig för vare sig väder eller vind. Inte heller lättare rostbildningar är några problem. En pinnsvets använder inte heller någon gas, vilket gör dagens små maskiner väldigt händiga och lätta att ha med sig ut.
Eftersom gas inte används så måste luften utifrån elimineras på annat sätt, därför är pinnsvetsens elektroder belagda med ett flussmedel. När pinnen "brinner" så bildar flussmedlet en tillfällig gas som skyddar smältan från den omgivande luften. När svetsfogen har svalnat kvarstår ett hårt skal av slagg som måste avlägsnas ("slaggas"). Vissa elektroder lämnar dock såpass hårt slagg att det inte går att avlägsna direkt utan faller istället av utav sig självt när fogen har svalnat
Pinnsvetsen svetsas, som namnet antyder, med belagda elektroder eller "pinnar". En pinne placeras i elektrodhållaren och på ett reglage på maskinen ställer du in Ampere. Pinnsvetsen må låta som en enkel maskin, men den kräver mycket och regelbunden träning, särskilt med tanke på att det finns en uppsjö av elektroder och alla beter sig olika. Den mest använda allroundelektroden är ESAB's OK.40.00 till svarta material.
Pinne kan teoretiskt sett svetsas i alla lägen, men olika elektroder är mindre lämpade för vissa lägen. Läs alltid på förpackningen vad som rekommenderas. Där finner du även information om min- och max-ampere. |
|